Pusat pusingan CNC CH61200L dengan paksi C
Arahan ringkas
Mesin ini dipadankan dengan paksi C, suapan X dan paksi Z, tiga paksi boleh disambungkan dan bergerak bersama-sama dengan pelbagai fungsi dan kecekapan pemotongan tinggi.
Dikawinkan dengan sistem CNC SIEMENS 828D.
Dua gear kelajuan gelendong, dan kelajuan tanpa langkah dalam gear, anjakan gear hidraulik, pemotongan kelajuan garisan yang konsisten.Motor gelendong utama ialah motor servo AC SIEMENS 37KW, mengurangkan kelajuan dan meningkatkan tork dengan gear, kelajuan gelendong ialah 5-200rpm.
Paksi C diindeks oleh motor servo AC berketepatan tinggi, dan penguncian automatik hidraulik, dan menggunakan parut bulat untuk pengesanan kedudukan sebenar;Paksi X mengguna pakai motor servo SIEMENS AC yang dipacu dan pasangan skru bola berketepatan tinggi untuk merealisasikan pergerakan sisi, paksi Z menggunakan motor servo SIEMENS AC memacu pengurang cacing berketepatan tinggi untuk bergerak secara membujur, kedua-dua paksi X, Z dilengkapi dengan jeriji untuk pengesanan kedudukan sebenar, kawalan gelung tertutup, dengan ketepatan kedudukan yang baik dan ketepatan kedudukan ulangan
penggunaan mesin
Ini adalah mesin pemotong kecekapan tinggi, sesuai untuk memotong besi tuang, keluli dan pemprosesan logam bukan ferus dengan keluli berkelajuan tinggi dan alat aloi keras.Ia boleh memusingkan bulatan luar, muka hujung, memotong alur, memotong, memotong lubang dalaman, alur kunci pengilangan, alur lingkaran pengilangan, menggerudi dan mengetuk.
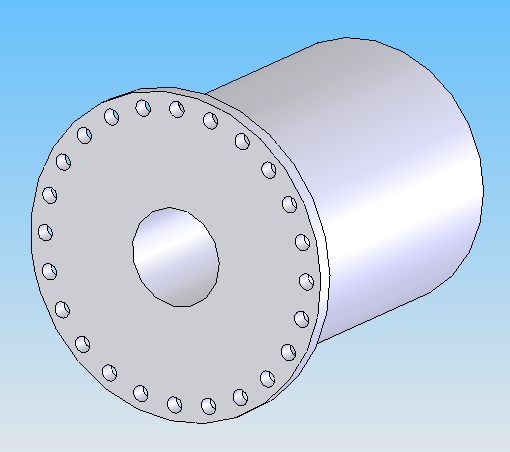
Peta lakar bahan kerja:

Jalan kunci pengilangan

Mengisar benang dengan nada bertukar
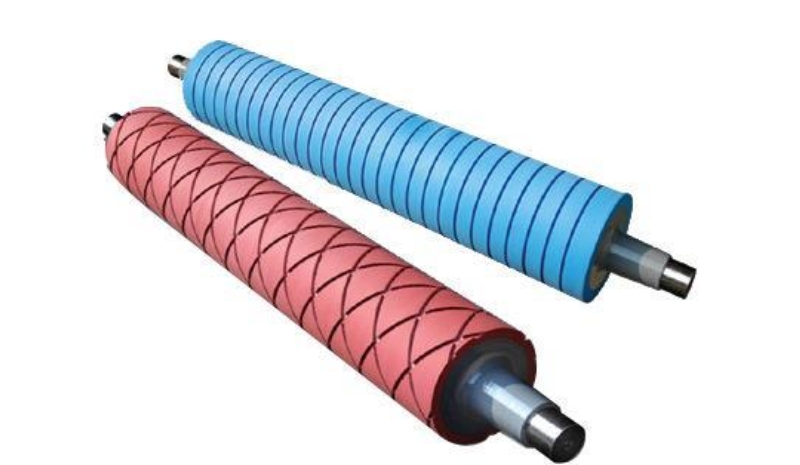
Alur lingkaran pengilangan, corak skala
parameter dan kapasiti
| Lebar jalan panduan | 1100mm |
| Maks.ayunan diameter atas katil | φ2040mm |
| Maks.diameter hayun ke atas tiang alat | φ1500mm |
| Maks.panjang benda kerja | 12000mm |
| Maks.berat benda kerja antara pusat | 10T |
| penghantaran utama | |
| Galas hadapan gelendong | φ220mm |
| Julat kelajuan gelendong | 5-200r/min |
| Diameter lubang gelendong | φ130mm |
| Tirus hadapan lubang gelendong | metrik No.140 |
| Kuasa motor utama, motor servo | 37KW |
| Spesifikasihujung gelendong | 1:30 |
| penghantaran suapan | |
| Perjalanan paksi X | 85mm |
| perjalanan paksi z | 11800mm |
| kelajuan perjalanan pantas paksi x | 4m/min |
| paksi z kelajuan perjalanan pantas | 4m/min |
| Tork motor servo od paksi x | 27Nm |
| Tork motor servo dari paksi z | 36Nm |
| Turret kuasa 8 kedudukan mendatar | 0.5.473.532.8 |
| Saiz bahagian batang alat | 32mmx32mm |
| Tailstock | |
| Diameter bulu ekor | φ260mm |
| Perjalanan Quill | 300mm |
| Lubang tirus bulu ayam | metrik No.80 |
| Penolong rehat mantap (2 set) | |
| Rehat tetap tertutup | φ400-φ700mm |
| chuck | |
| Empat rahang chuck | φ1600mm |
| paksi C | |
| Maks.tork di bawah keadaan diapit | 3000Nm |
| Ketepatan kedudukan paksi C | 36″ |
| Ulang ketepatan kedudukan paksi C | 18″ |
Struktur utama
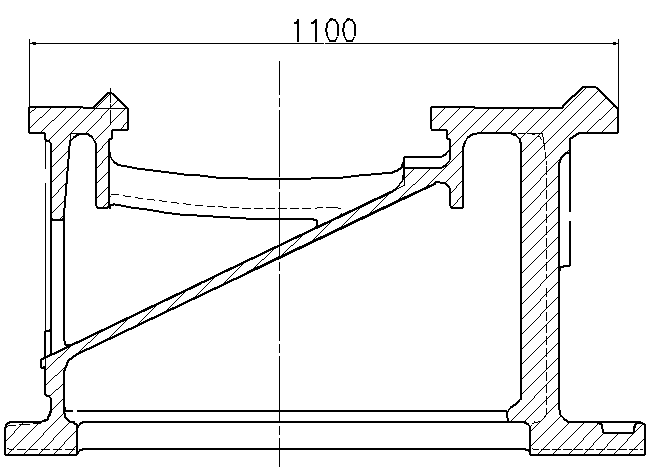
1) katil
Katil adalah katil jenis lantai dengan lebar 1100mm dan tuangan pasir resin kekuatan tinggi.Bahannya ialah HT300.Katil mempunyai kelebihan ketegaran yang kuat, kapasiti galas yang besar dan kestabilan yang baik
Jalan panduan adalah satu gunung dan satu struktur rata, kekerasan jalan panduan adalah di atas HRC52, kedalaman pengerasan tebal membantu untuk dikisar.
Rongga dalaman badan katil disediakan dengan rusuk pengukuhan berbentuk W, yang sangat menguatkan ketegaran katil mesin dan mengurangkan ubah bentuk akibat berat galas.
Selepas penuaan tuangan katil, ia boleh menghilangkan tekanan baki dalam tuangan, dan mengurangkan pelepasan tegasan baki dalam pemprosesan dan penggunaan mesin.
Terdapat lubang landai dan melengkung di bahagian belakang katil yang digunakan untuk mengeluarkan cip.Cip, penyejuk, minyak pelincir dan sebagainya dikeluarkan terus ke dalam dulang cip.Jadi pembersihan cip adalah mudah, dan cecair penyejuk boleh dikitar semula
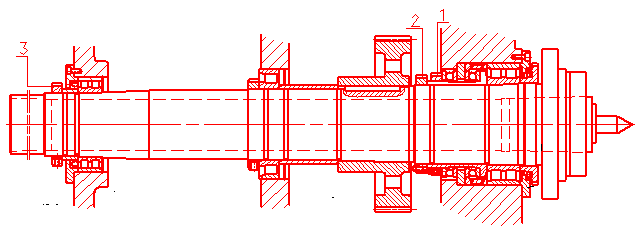
2) Headstock
Spindle menggunakan sokongan tiga mata, dengan hujung hadapan sebagai hujung tetap, hujung tengah dan belakang sebagai hujung perjalanan, hujung depan dan belakang sebagai sokongan utama, dan tengah sebagai sokongan tambahan.Kedudukan paksi ditetapkan pada hujung hadapan gelendong, supaya gelendong memanjang ke belakang selepas dipanaskan, menghapuskan kesan sambungan haba gelendong pada ketepatan alat mesin.
Pemacu utama mesin pelarik direalisasikan oleh motor gelendong AC Siemens melalui takal tali pinggang, gear dan anjakan automatik hidraulik empat peringkat.Julat tork malar gelendong adalah besar dan pemotongan kelajuan linear berterusan boleh direalisasikan.Galas gelendong adalah galas khas, dengan ketepatan tinggi dan ketegaran yang kuat.
Headstock dilincirkan oleh minyak yang kuat, dan gear headstock dan galas dilincirkan oleh pam minyak khas.Hujung hadapan gelendong menggunakan struktur pengedap berganda labirin dan slot, yang boleh menghalang kebocoran minyak dan objek asing daripada memasuki headstock dengan berkesan.
3): tiang alat
Mengamalkan German SAUTER 8 position horizontal turret 0.5.473.532.8, turret ini mempunyai fungsi memotong bulatan luar, muka hujung dan benang serta mengisar, menggerudi dan mengetuk.Turret ini digerakkan oleh motor servo SIEMENS yang dipasang padanya, dan dipadankan dengan aksesori berikut.
| Ser.Tidak. | Nama | taip | Kuantiti |
| 1 | menara kuasa | 0.5.473.532.8 | 1 |
| 2 | Kepala pemotong | 0.5.901.032/077790 | 1 |
| 3 | Pemegang pemotong kuasa 0 darjah | 0.5.921.106-117859 | 1 |
| 4 | Pemegang pemotong kuasa 90 darjah | 0.5.921.206-117866 | 1 |
| 5 | Pemegang pemotong pemotong bulatan luar | B2-60X32X60-113908 | 2 |
| 6 | Pemegang pemotong pemotong bulatan dalaman | E2-60X50-113961 | 2 |

4) paksi Z dan X:
Diameter skru bebola paksi X ialahφ40x5, paksi Z digerakkan oleh rak dan gear, modul gigi ialah m=5, dan paksi z menggunakan kawalan gelung tertutup penuh dengan maklum balas pembaris parut
5) Stok ekor
Tailstock terdiri daripada bahagian atas dan bahagian bawah, organisasi pelarasan garis tengah bulu dan bulu dipasang di bahagian atas.Perjalanan stok ekor didorong oleh motor.Pena bulu ekor boleh berputar.
6) sistem pelinciran
Pelinciran galas dalam headstock, gear dan galas dalam headstock dan kes lain dibekalkan oleh pam khas, pelinciran galas skru bebola dan setiap titik pelincir mesin menggunakan pelinciran sekejap-sekejap dan tertumpu, dan masa pelinciran boleh laras, supaya ia berkesan menghalang pembaziran minyak pelincir, dan berkesan boleh meningkatkan tindak balas dinamik mesin dan hayat perkhidmatan cara panduan dan skru bola.
sistem hidraulik
Sistem hidraulik digunakan untuk menukar automatik kelajuan gelendong dan penyejuk paksa gear dalam headstock serta kunci automatik paksi C.
7) paksi C
Paksi C digerakkan oleh motor servo, secara automatik boleh bertukar kepada mod penghantaran gelendong dan paksi C, bahagian belakang gelendong dipasang dengan parut bulat berketepatan tinggi paksi C dan mekanisme redaman brek.Dengan keseluruhan sistem pengukuran gelung tertutup.
Ketepatan mesin
| Selesai memotong bulatan luar | 0.005mm |
| Konsistensi pemesinan, pada panjang 300mm | 0.03mm |
| Kerataan penamat memotong rata, | |
| pada diameter 300mm | 0.025mm, cekung |
| paksi X | |
| ketepatan kedudukan | X≤0.03mm |
| ulangi ketepatan kedudukan | X≤0.012mm |
| paksi Z | |
| Ketepatan kedudukan, pada panjang 10000mm | X≤0.13mm |
| Ulang ketepatan kedudukan | X≤0.05mm |
| paksi C | |
| ketepatan kedudukan | 36” |
| ulangi ketepatan kedudukan | 18” |